关键词 |
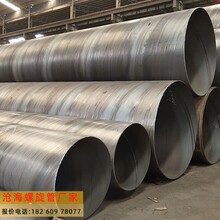
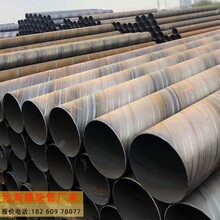
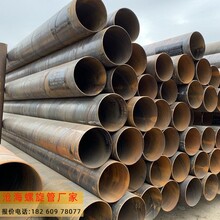
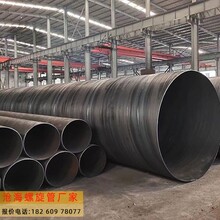
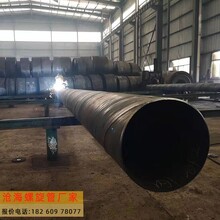
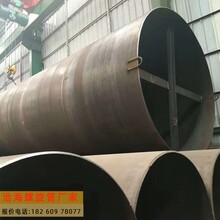
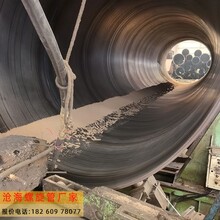
从事螺旋钢管,海南螺旋钢管,螺旋钢管多种材质,螺旋钢管厂家定制 |
面向地区 |
壁厚 |
6-30mm mm |
|
密度 |
0.0246615 |
颜色 |
单色 |
拉伸强度 |
426 Mpa |
长度 |
12 m |
厂家 |
友发 |
用途范围 |
核电 |
加工服务 |
深加工(冲压、折弯等) |
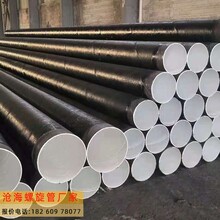
防腐螺旋钢管厂家底漆的质量控制流程:
1、螺旋钢管的表面处理应干净。防腐用底漆和面漆的层数和颜色应符合设计要求。厚度应符合测厚仪测量的设计要求;
2、认真组织工序交接,道工序不合格,下一道工序禁止施工,并及时办理工序交接手续;
3、防腐用涂料材料和颜色应根据设计院的要求选择。该产品有批准证书。在保质期内,油漆和防腐材料应根据制造商的要求和一般施工要求进行混合。油漆在使用前应进行颜色编码。防腐螺旋钢管检验现场;
4、除锈后,应对螺旋钢管表面进行自检。检验合格后,进行联合检验。只有在通过检查后,才能涂漆。所有链接都应具有良好的质量;
5、防腐螺旋钢管涂漆后,油漆表面应平整光滑,色调一致;
6、严格控制防腐钢管的生产过程。每道工序符合质量标准,并做好自检记录,确保防腐钢管生产过程的可追溯性;
7、生产防腐螺旋钢管时,在每道油漆涂刷前清洁表面,以表面无污垢和灰尘。只有在表面清理干净后,才能涂上油漆;
8、防腐螺旋钢管制造商完善的体系使工程质量得到控制。
目前大口径厚壁螺旋钢管退磁通常选用的是直流退磁线圈,将退磁线圈加在磁粉探伤机今后,但退磁作用并不能使客户满足,问题在于直流退磁场仅仅发生反向半周磁场,只能让大口径螺旋钢管怎么退磁内部剩磁反向有些抵消,对外表现的剩磁停留在所需的范围内,所以作用很不稳定。往往是在现场可以合格,通过转移、击打后,磁场又超支了。其缘由即是大口径螺旋钢管怎么退磁内部的磁畴没有通过"磁锻炼"处于很不稳定状况。大口径螺旋钢管怎么退磁剩磁的国家标准是30GS以下,HT30D钢管退磁体系可以将钢管剩磁安稳退到10GS摆布,以避免在今后的运输过程中剩磁再反弹。技术指标:外形尺度:400*500*600mm,作业电压:220V,作业电流:5-20A接连可调。
双面埋弧焊螺旋钢管焊缝气孔不仅影响管道焊缝致密性,造成管道泄漏,而且会成为腐蚀的诱发点,严重降低焊缝强度和韧性。焊缝产生气孔的因素有:焊剂中的水分、污物、氧化皮和铁屑,焊接的成份及覆盖厚度,钢板的表面质量以及钢板边板处理,焊接工艺及钢管成型工艺等。焊剂成分。焊接含有适量的CaF2和SiO2时,会反应吸收大量的H2,生成稳定性很高且不溶于液态金属的HF,从而可以防止氢气孔的形成。气泡。气泡多发生在焊道,其主要原因是氢气依旧以气泡的形式隐藏在焊缝金属内部,所以,这种缺陷的措施是焊丝和焊缝的锈、油、水分及湿气等物质,其次是很好地烘干焊剂除去湿气。此外,加大电流、降低焊接速度、减慢熔化金属的凝固速度也是很有效的。焊剂的堆积厚度一般为25-45mm,焊剂颗粒度大、密度小时堆积厚度取大值,反之取小值;大电流、低焊速堆积厚度取大值,反之取小值,此外,夏天或空气湿度大时,回收的焊剂应烘干后再使用。硫裂(硫引起的裂纹)。焊接硫偏析带很强的板材(特别是软沸腾钢)时硫偏析带中的硫化物进入焊缝金属而产生的裂纹。其原因是在硫偏析带中含有低熔点的硫化铁和钢中存在氢气。所以,为防止这情况产生,使用含硫偏析带少的半钢或钢还明效的。

武汉本地螺旋钢管热销信息
站内来访